
 |
СИСТЕМА УПРАЛЕНИЯ SIEMENS 808D ADVANCED
ОСОБЕННОСТИ:
- Обработка с поддержкой до 4-ти осей (токарная обработка, фрезерная обработка на обрабатывающих центрах с ЧПУ, а также токарные обрабатывающие центры без оси Y);
- Благодаря функции Advanced Surface в сочетании с высокодинамичными приводами SIEMENS, система 808D Advanced идеально подходит для обработки пресс-форм и штампов;
- Наилучшее соотношение производительности и стоимости.
ПРЕИМУЩЕСТВА:
- Auto Servo Tuning (AST). Легкая и быстрая оптимизация системы на станках, которые имеют высокие требования к динамике и точности при обработке штампов и пресс-форм;
- Функция мгновенного снятия момента с вала двигателя для обеспечения безопасности при аварийных ситуаций - Safe Torque Off (STO);
- Обратная связь по положению;
- Удобство и простота ввода в эксплуатацию. Наличие шаблонов и примеров для токарных и фрезерных станков с ЧПУ.
|
 |
ЛИТАЯ МАССИВНАЯ СТАНИНА
Элементы конструкции станины отливается из высокопрочного сплава чугуна Mehanite. Отсутствие вибраций при обработке, жесткость и стабильность конструкции, обеспечивают высокое качество получаемых изделий.
Для снятия напряжения металла, станины проходят термическую обработку.
Внутренние части станины усилен ребрами жесткости, благодаря чему конструкция имеет практически неограниченный запас прочности.
|
 |
ЖЕСТКОСТЬ БАЗИРОВАНИЯ ШПИНДЕЛЯ
Станок оснащен высокоточным шпинделем, который совместим как с механичекими, так и гидравлическими патронами. Шпиндель оснащен двойным рядом роликовых подшипников в сочетании с радиально-упорными шарикоподшипниками, которые превосходно выдерживают радиальные и осевые нагрузки. Регулируемая скорость вращения шпинделя до 1500 об/мин гарантирует быструю и эффективную обработку, а также очень точную чистовую обработку деталей.
|
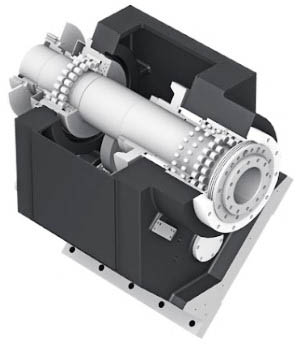 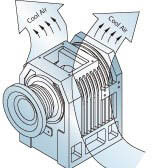 |
КОНСТРУКЦИЯ БЛОКА БАЗИРОВАНИЯ ШПИНДЕЛЯ
Блок базирования шпинделя, имеет симметричную конструкцию, что позволяет равномерно распределять усилия нагрузки на шпиндель, блок базирования шпинделя и станину станка. Это способствует наилучшему гашению вибрации и образует более прочную и жесткую цельную структуру, что особенно нужно при обработке тяжелых заготовок, и при импульсной подаче. Ребра распределения тепла вокруг блока базирования шпинделя равномерно распределяют тепло, уменьшая деформацию металла повышая точность обработки, а также значительно снижают износ механических узлов блока базирования шпинделя.
|
 |
ВЫСОКОСКОРОСТНОЙ ЭЛЕКТРОДВИГАТЕЛЬ ГЛАВНОГО ПРИВОДА
Станок оснащен высокоскоростным серводвигателем.
Вращение на шпиндель передается через ремень.
Мощность электродвигателя главного привода – 7,5 кВт.
|
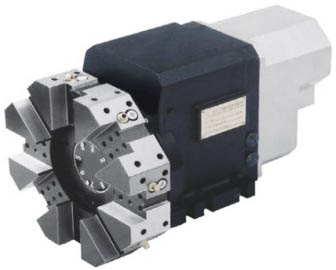 |
6 ПОЗИЦИОННАЯ РЕВОЛЬВЕРНАЯ РЕЗЦЕДЕРЖКА
В базовой комплектации станок поставляется с 6 позиционной револьверной резцедержкой (электропривод).
|
 |
ЗАДНЯЯ БАБКА
В базовой комплектации станок поставляется с задней бабкой с ручной регулировкой.
Задняя бабка применяется для фиксации вращающейся обрабатываемой заготовки.
|
 |
ШАРИКО-ВИНТОВАЯ ПЕРЕДАЧА (КЛАСС ТОЧНОСТИ С3)
Шарико-винтовая передача является важнейшим элементом токарного центра с ЧПУ. С помощью ШВП осуществляется движение рабочего модуля станка – инструментального блока (резцедержка), вдоль станины. Прецизионные шлифованные шарико-винтовые передачи обеспечивают высокую точность и повторяемость позиционирования инструмента (даже при высоких нагрузка при грубой обработке), плавное перемещение инструментального блока и его длительный срок службы. В данном станке, используется высокоточная шарико-винтовая пара класса точности C3 с процессом предварительного удлинения, что улучшает жесткость трансмиссии и обеспечивает высокую точность обработки.
|
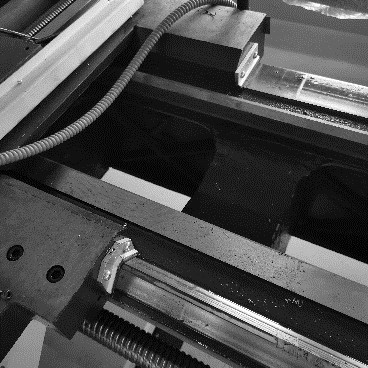 |
НАПРАВЛЯЮЩИЕ СКОЛЬЖЕНИЯ
Направляющие скольжения, обеспечивают максимальную жесткость при грубой обработке, а также последующей чистовой.
|
 |
3-Х КУЛАЧКОВЫЙ ЗАЖИМНОЙ ПАТРОН (РУЧНОЙ ЗАЖИМ)
Направляющие скольжения, обеспечивают максимальную жесткость при грубой обработке, а также последующей чистовой.
|
 |
АВТОМАТИЧЕСКАЯ СИСТЕМА СМАЗКИ
Обеспечивает бесперебойную своевременную смазку узлов станка.
|
 |
СИСТЕМА ПОДАЧИ СОЖ В ЗОНУ РЕЗАНИЯ
Предназначена для охлаждения инструмента во время обработки, а также для облегчения отвода стружки из зоны обработки.
|

