 |
Панель управления
Экран дисплея отображает настройки и рабочие параметры: температуру клея, индикацию работы узлов станка.
В случае неисправности на дисплее появляется описание неисправности с указанием агрегата и детали. |
 |
Настройка на толщину детали
С помощью рукоятки с цифровым счетчиком производится настройка на толщину детали.
Не требуется дополнительной фиксации. |
 |
Узел предварительного фрезерования
Для предварительной прифуговки заготовки перед приклеиванием кромки. Необходимый для удаления сколов и ступеньки от подрезной пилы.
Удобная вертикальная перестановка фрез обеспечивает эффективное использование режущей части инструмента.
Узел оснащен электропневматическим управлением в горизонтальной плоскости, двумя моторами 2 x 2,2 кВт, 12 000 об/мин (первый мотор работает в направлении подачи, второй против - для избежание сколов), максимальный припуск на обработку 3 мм.
Оснащается инструментом: 2 алмазные фрезы, высота фрез 42 мм |
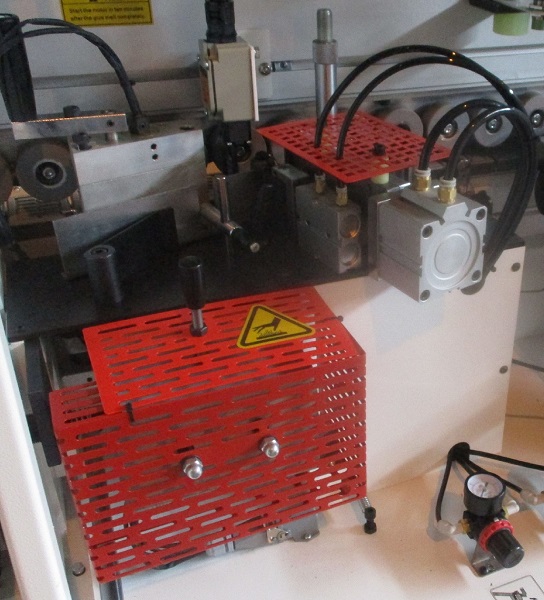 |
Клеевой узел
- Клеевой бачок 1,5 л имеет нижнее расположение относительно клеенаносящего вала.
- Винтовая точная настройка кол-ва клея – аккуратный клеевой шов.
- Не требуется регулировка на толщину материала.
|
.jpg)
.jpg) |
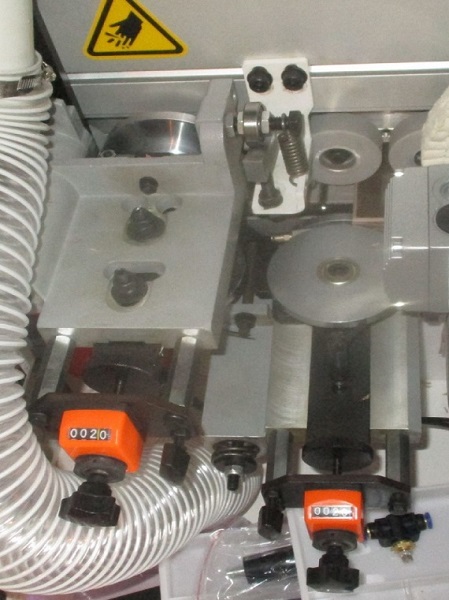
Торцовочный агрегат
- Два промышленных двигателя (12 000 об/мин), 2 x 0,22 кВт
- Две пилы Ø80 х Ø22, Z = 20
Пилы перемещаются по одной призматической направляющей, где каждая пила отрезает припуск только с одной стороны.
Данная система зарекомендовала себя, как надежная и стабильная, в течение всего срока эксплуатации.
Отличительные особенности:
- простое линейное движение двух пил вверх-вниз;
- простая схема пневматики;
- призматические направляющие, которые в 5-ть раз стабильнее, чем круглые направляющие.
.jpg)
|
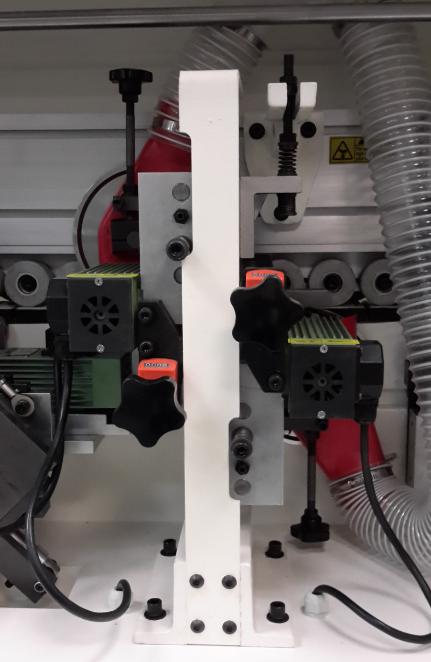 |
Узел фрезерный снятия свесов
Два промышленных двигателя (12 000 об/мин) 2 х 0,37кВт.
Мощность двигателей 0,37 кВт позволяет фрезеровать кромку с припуском на сторону 2 мм.
Вертикальные копиры круглые большого диаметра:
- осуществляют плавный заход на деталь;
- исключают повреждение любой облицованной поверхность.
Оснащены счетчиками точной настройки на разную толщину кромки.
Фрезы целиковые 6 ножей Ø75; Z = 4; R2. |
 |
Узел радиусной цикли
Предназначен для удаления микроволны на обработанной радиусной поверхности кромки после фрезерного узла.
С помощью вертикальных и горизонтальных круглых копиров обеспечивается точное отслеживание профиля детали. |
 |
Полировка
Полировка необходима для финишной обработки кромки. Данная операция обеспечивает:
- Блеск обработанной поверхности, очищает от загрязнений.
- Восстанавливает цвет после циклевочного узла.
- Формирует микро радиус у тонкой кромки (притупляет острый край).
Полирующий агрегат – два двигателя, два полирующих диска, частота вращения 1400 об/мин 2 х 0,18 кВт. |

