 |
МАССИВНАЯ КОНСТРУКЦИЯ СТАНИНЫ
Станина станка состоит из двух частей. Основание станины цельносварное, выполнено из толстостенных прямоугольных труб. В сочетании с компактными размерами, только основание станка имеет массу порядка 1500 кг, что обеспечивает отличный уровень жесткости и виброустойчивости. |
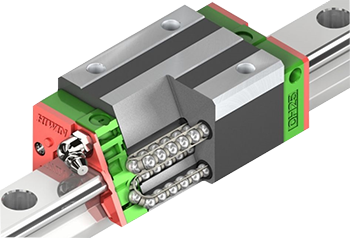 |
ВЫСОКОТОЧНЫЕ ЛИНЕЙНЫЕ НАПРАВЛЯЮЩИЕ ПОВЫШЕННОЙ ЖЕСТКОСТИ
За счет повышенной устойчивости и жесткости обеспечивают высокую точность перемещения по осям Х, Y, Z. Достигается высокая точность обработки и долговечность работы станка без потери точностных параметров. |
 |
ВЫСОКОПРЕЦИЗИОННЫЕ ШАРИКО-ВИНТОВЫЕ ПЕРЕДАЧИ ПО ВСЕМ ОСЯМ
Применение шарико-винтовой пары увеличенного сечения гарантирует сохранение точности при выполнении высокоскоростной обработки сложных изделий. |
 |
СЕРВОДВИГАТЕЛИ
Установленные на каждом узле для перемещения по осям X, Y и Z, серводвигатели, обеспечивают высокоточное позиционирование в соответствии с заданной программой при высокой скорости перемещения до 60-130 м/мин. Данные серводвигатели хорошо зарекомендовали себя высокой степенью надежности и стабильности даже при работе в тяжелых производственных условиях. |
 |
СВЕРЛИЛЬНО-ПРИСАДОЧНАЯ ГОЛОВА «FAM» (ИТАЛИЯ)
Изготовлена ведущим мировым производителем сверлильного оборудования и комплектующих - компанией «FAM» Srl. (Италия).
Конфигурация сверлильной головы:
- 12 вертикальных шпинделей + 7 снизу
- 8 горизонтальных шпинделей (2 + 2 по X и 2 + 2 по Y)
- Два фрезерных узла
Присадочные шпиндели приводятся во вращение при помощи электродвигателя, в рабочее положение выводятся при помощи пневматических цилиндров, а далее при помощи серводвигателя подаются на заданную глубину сверления. |
 |
ДВА ПРОМЫШЛЕННЫХ ЭЛЕКТРОШПИНДЕЛЯ 6 КВТ
Высокая частота вращения (18 000 об/мин) и оптимальная мощность (6 кВт) дает возможность осуществлять обработку деталей из древесины, а также ДСП, МДФ, пластика, акрилового стекла и других материалов для изготовления мебели, дверей, рекламной и сувенирной продукции с высоким качеством. |
 |
БАЗИРОВАНИЕ ДЕТАЛИ
Два автоматических цанговых зажима позволят надежно зафиксировать заготовку и перемещать в процессе обработки. |
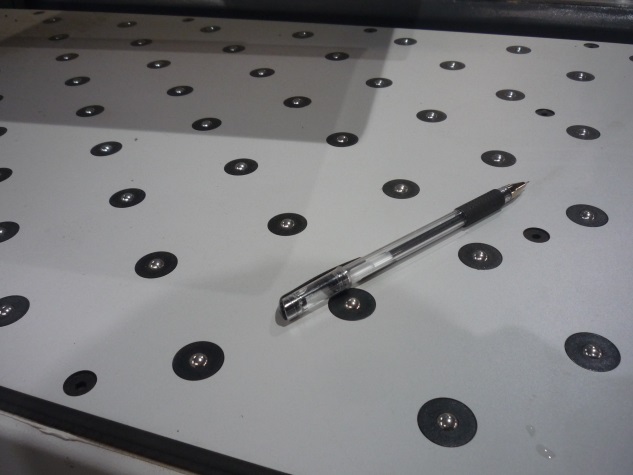 |
ЗАГРУЗКА И ВЫГРУЗКА ДЕТАЛЕЙ
Стол на подаче заготовок оснащен воздушной подушкой, что позволяет избежать сколов и царапин при ее перемещении. |
 |
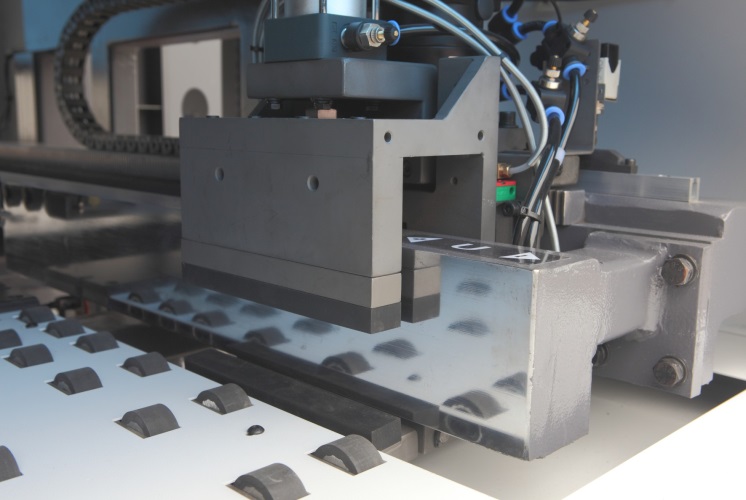
ТРАНСПОРТЁР
Поперечный многоленточный транспортер выводит заготовку из зоны обработки в буферную зону, чтобы не мешать обработке следующей детали. На фото виден конструктив транспортера, датчик и сопло подачи сжатого воздуха для его автоматической очистки от пыли. Когда заготовка находится над датчиком – транспортер останавливается. |
 |
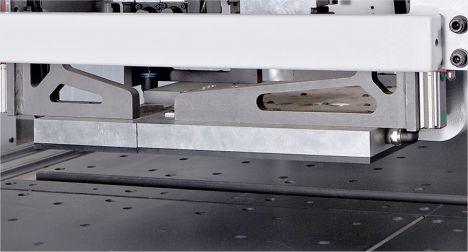
ПНЕВМАТИЧЕСКИЙ ЗАХВАТ
Предназначен для четкой и надежной фиксации заготовки во время ее технологического перемещения во время цикла присадки. |
 |
ПРИЖИМ
Мощный вертикальный прижим надежно позиционирует заготовку. Работает синхронно со сверлильным узлом. Дополнительная прижимная рампа, работающая вместе с цанговыми зажимами, гарантирует отсутствие смещений при сверлении и фрезеровании деталей. |
 |
СИСТЕМА УПРАВЛЕНИЯ
Пульт управления CAD/CAM, с возможностью считывания штрих кодов. Многозадачная операционная система Windows. Станок интегрируется с отечественными СAD программами (БАЗИС, К3, bCAD). |
 |
СКАНЕР ДЛЯ РАБОТЫ СО ШТРИХ-КОДАМИ
Для удобства работы, а также для сокращения времени перехода на различные карты присадки станок оснащен сканером для считывания штрих-кодов. Данная система позволяет экономить до 20% рабочего времени, а также снизить влияние человеческого фактора, тем самым уменьшить количество брака. |
 |
ЦЕНТРАЛИЗОВАННАЯ СИСТЕМА СМАЗКИ
Данная система позволяет значительно снизить время на обслуживание станка и риск повреждения направляющих за счет недостаточного или избыточного количества смазочного материала. |
 |
СИСТЕМА ПОДГОТОВКИ СЖАТОГО ВОЗДУХА
Позволяет обеспечить необходимое качество сжатого воздуха на входе в станок, т.е. отделить влагу, которая оказывает негативное воздействие на пневматические системы станка и в целом на долговечность всего оборудования. |

